全国咨询热线:13725716294





|


| 特性级别 | 增韧级|||导电级|||耐老化|||圄化学性|||高光泽||| |
| 牌号 | C 216 |
| 加工级别 | 注堕级||| |
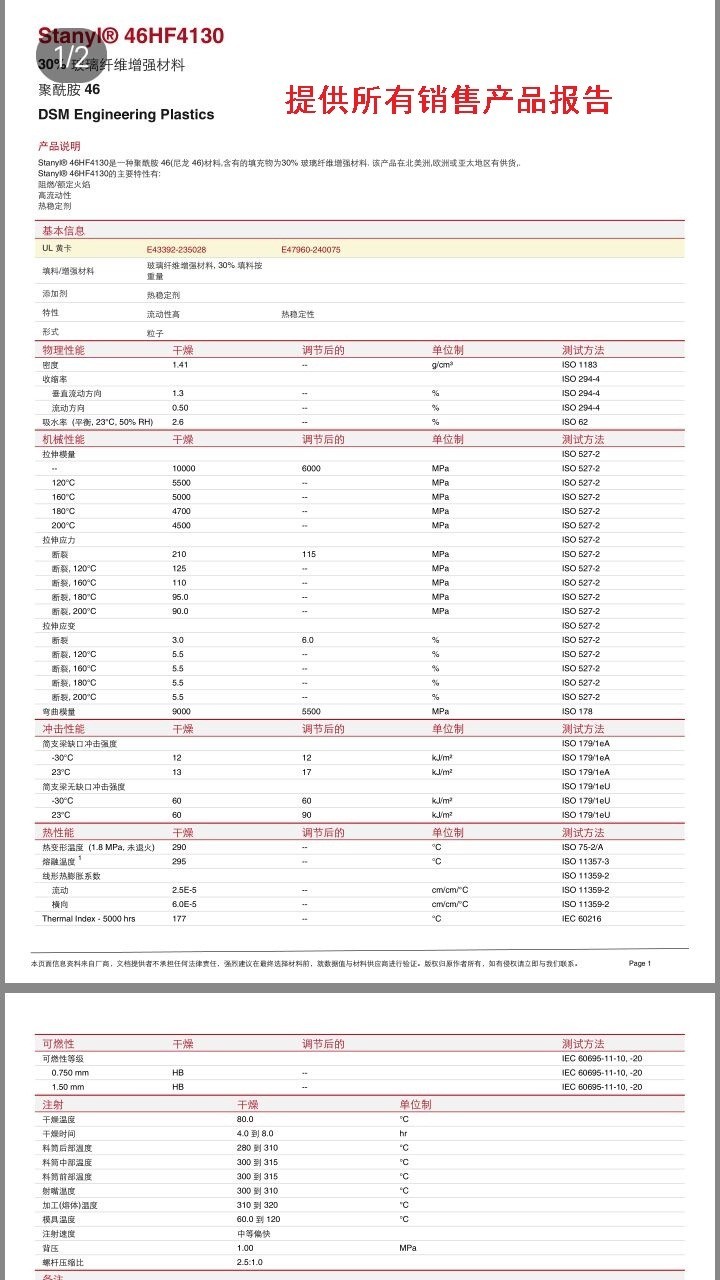
| 品名 | PA6 |
| 厂家(产地) | 法国罗圆亚 |
| 用途级别 | 光学级|||电子电器部件||| |
江苏供 PA6 C 216
PA6塑胶原料市场应用:从我们自己穿的鞋子至日用品,大至电器,汽车上面,航空领域,卫星等都离不开塑胶,随着城市建设和农业生产工厂化的发展,我国就单pc来说一年的需求量达到26万吨左右,随着工业的跟生活的需要塑胶原料的需求量日益增加,跨国公司纷纷在我国投资建设聚碳酸酯产业。目前,在华投资PC生产的跨国公司主要有德国的Bayer、日本帝人、美国GE这3家大公司。其中由德国Bayer公司和上海氯碱股份有限公司投资建设的该项目预计规模将扩大到20万t/a。融化温度:230-280℃,对于增强品种为250-280℃。模具温度:80-90℃。模具温度很显著地影响结晶度,而结晶度又影响着塑件的机械特性。对于结构部件来说结晶度很重要,因此建议模具温度为80-90℃。对于薄壁的、流程较长的塑件也建议施用较高的模具温度。增大模具温度可以提高塑件的强度和刚度,但却降低了韧性。如果壁厚大于3mm,建议使用20-40℃的低温模具。对于玻璃纤维增强材料模具温度应大于80℃。注射压力:一般在 750-1250bar之间(取决于材料和产品设计)注射速度:高速(对增强材料要稍微降低)流道和浇口:对于PA6的凝固时间很短,因此浇口的位置非常重要。浇口孔径不要小于0.5*T(这里T为塑件的厚度)。