全国咨询热线:13725716294




|


| 特性级别 | 高强度|||高光泽||| |
| 牌号 | 4140 |
| 加工级别 | |
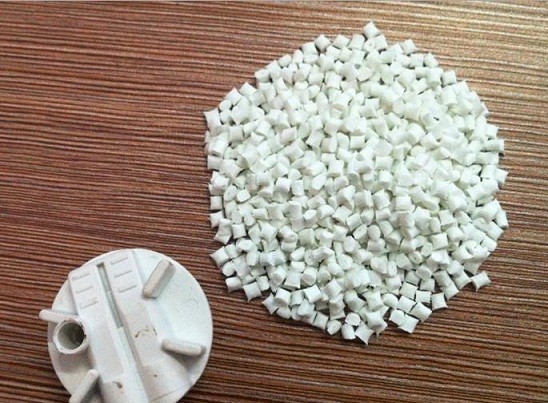
| 品名 | PBT |
| 厂家(产地) | 台湾长春 |
| 用途级别 | 填充级|||食品级|||汽车部件|||光学级||| |
PBT长春4140含有玻纤40%
我们与客户是建立在互惠、互利、互信的基础上长期合作。共创双赢局面,愿与各界人士真诚合作,共同发展,携手共创辉煌的明天。
主营对象:塑料制品厂,玩具厂,模具厂,电线电缆企业,管材企业,电子及诸多行业。
我司提供成型过程中常见问题解说:注塑常识:参数应用范围:基本参数和特性:塑胶原料相关知识: 基本介绍:参数应用范围:塑胶原料知识:综合性能介绍:塑胶原料物性表::
PBT塑胶原料的注塑模工艺条件干燥处理:这种材料在高温下很容易水解,因此加工前的干燥处理是很重要的。建议在空气中的干燥条件为120℃,6~8小时,或者150℃,2~4小时。湿度必须小于0.03%。如果用吸湿干燥器干燥,建议条件为150℃,2.5小时。 熔化温度:225~275℃,建议温度:250℃。 模具温度:对于未增强型的材料为40~60℃。要很好地设计模具的冷却腔道以减小塑件的弯曲。热量的散失一定要快而均匀。建议模具冷却腔道的直径为12mm。 注射压力:中等(*到1500bar)。 注射速度:应使用尽可能快的注射速度(因为PBT的凝固很快)。 流道和浇口:建议使用圆形流道以增加压力的传递(经验公式:流道直径=塑件厚度+1.5mm)。可以使用各种型式的浇口。也可以使用热流道,但要注意防止材料的渗漏PBT(聚对苯二甲酸丁二醇酯#聚酯)/800L/意大利兰蒂奇