全国咨询热线:13725716294





|
| 特性级别 | 导电级|||耐候|||圄化学性|||高强度|||高刚性||| |
| 牌号 | P40 |
| 加工级别 | 注堕级|||中空级|||唰出级||| |
| 品名 | M2468 |
| 厂家(产地) | 法国阿慠菲纳 |
| 用途级别 |
PA11阿托菲纳P40
本公司销售产品均为原装进口原料,杜绝一切假冒品。本公司正归渠道进货,价格合理,质量优异!
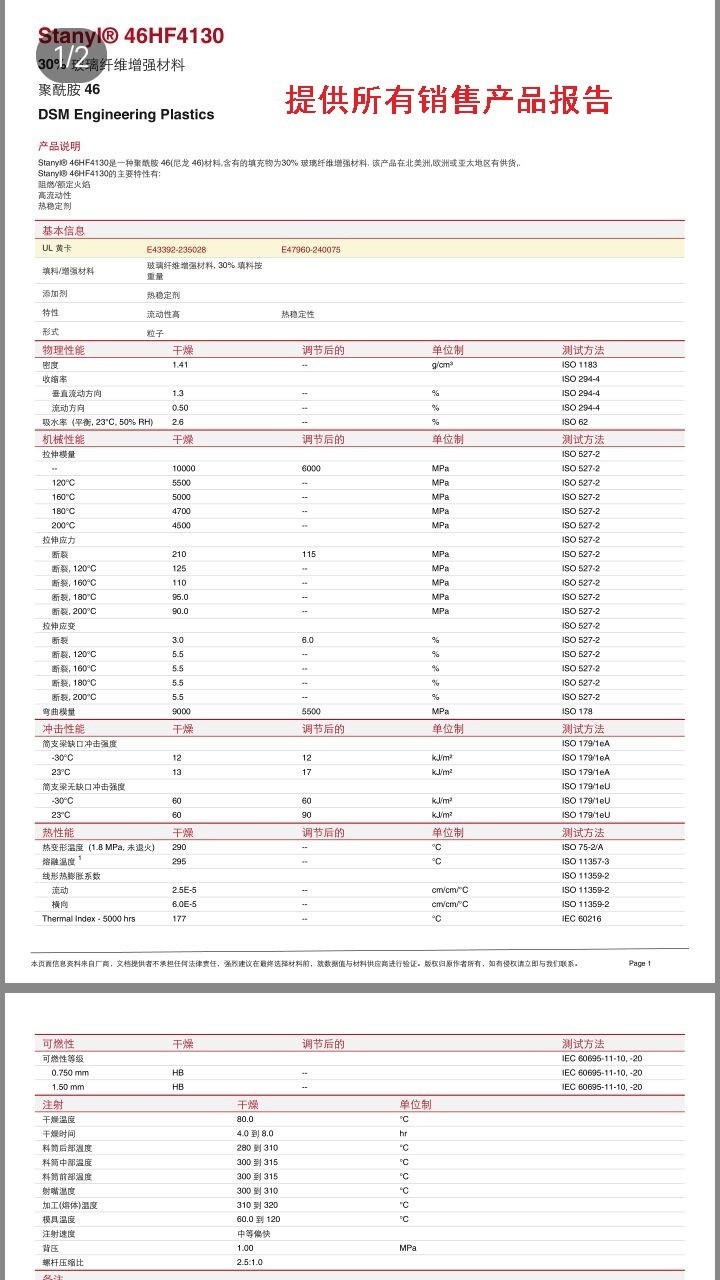
PA11塑胶原料加工成型:PA11可用多种加工成型方式成型,如注塑成型、挤出成型,吹塑成型、模压成型,压延成型等。PA11的粘性主要取决于湿度、温度和储藏时间。它的流动性很好。收缩率在0.5%到2%之间,这主要取决于材料品种、壁厚及其它工艺条件。PA11注塑加工之前应保证湿度在0.1%以下。如果材料是暴露在空气中储存,建议要在85C热空气中干燥4-5小时。如果材料是在密闭容器中储存,那么经过3小时温度平衡即可直接使用。PA11熔化温度为240-300℃;对于普通特性材料不要超过310℃,对于有阻燃特性材料不要超过270℃。对于未增强型PA11材料模具温度为30-40℃,对于薄壁或大面积元件为80-90℃,对于增强型PA11材料为90-100℃。增加温度将增加材料的结晶度。精确地控制模具温度对PA11来说是很重要的。PA11注射压力大可到1000bar,PA11注射速度尽量选择高速注射。PA11流道和浇口对于未加添加剂的材料,由于材料粘性较低,流道直径应在30mm左右。对于增强型材料要求5-8mm的大流道直径。