全国咨询热线:13725716294





|


| 特性级别 | 阻燃级|||增韧级|||增强级|||耐候||| |
| 牌号 | 158 NC010 |
| 加工级别 | 压延||| |
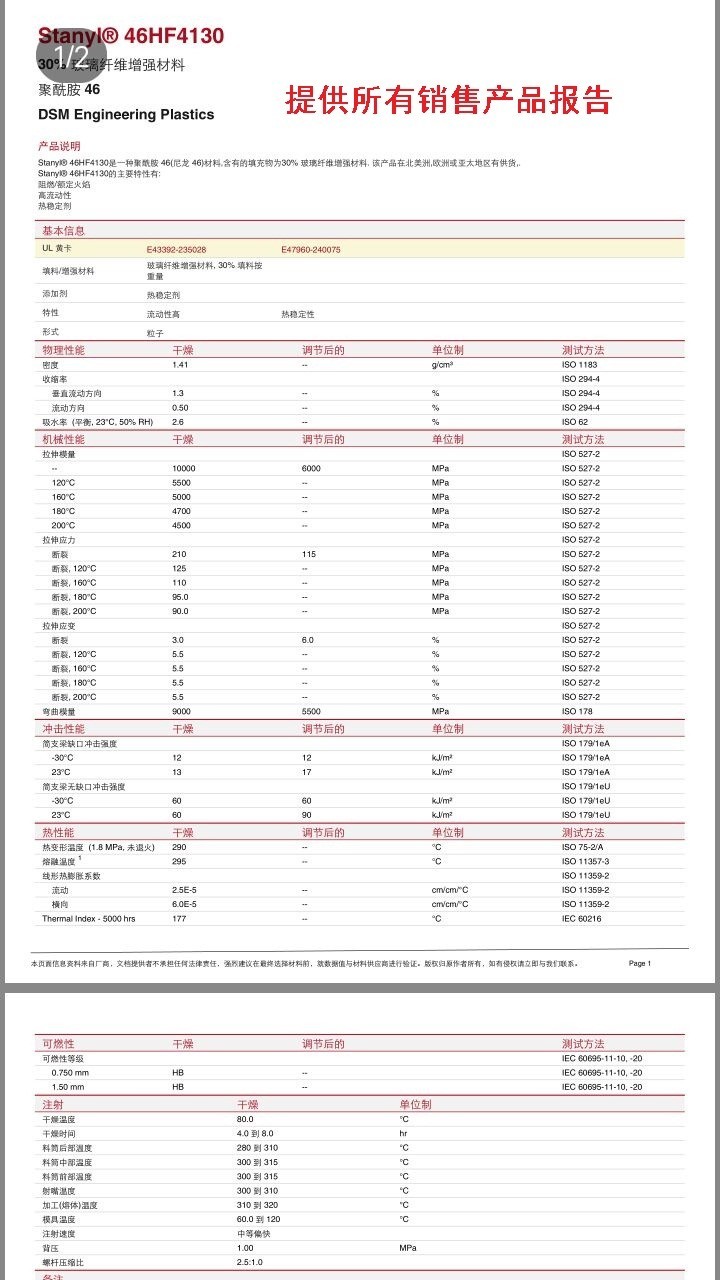
| 品名 | PA612 |
| 厂家(产地) | 美国杜邦 |
| 用途级别 | 汽车部件|||光学级|||电子电器部件||| |
供应PA612 158 NC010
本公司经营的产品都能提供 《ROHS(SGS) 食品认证(FDA) 防火阻燃报告(UL) 产品安全数据表(MSDS)》 符合条件的相关资料证明。
温馨提示:因塑料行业价格波动频繁,网上报价可能与当天的实际价格不吻合,如需了解当天价格或索取相关资料,请联系我公司的工作人员。
尼龙612制品加工时产生的波浪形流痕解决方法:产生机理是胶料在模腔内流速过慢,冻结后的胶料没有办法贴紧模具。
解决方法:
1、提高注射速度2、提高模具温度3、提高料筒温度4、适当增加射咀孔径或浇口
尼龙612制品加工时产生的银丝解决方法:产生机理是塑化好的料中有气体,在注射时气体在模具表面被强行压出,在制品表面出现白色的丝纹。
解决方法:
1、检查是否原料潮湿或混入其他原料2、检查原料是否在料筒中分解(料筒温度过高,螺杆转速过快)
3、检查射咀孔是否过小4、检查是否模温过低5、模具排气不良6、浇口尺寸是否过小
7、背压过低,再生料应用过多尼龙612制品加工时产生的熔接痕解决方法:
产生机理是在流动末端胶料温度很低结合性较差压力传递弱,这样使两股料流结合不紧密
PA612塑胶原料功用:PA612物性 除具有一般 PA 特点外,还具有相对宽度小、吸水性低、尺寸稳定性好的优点,有较高的拉伸强 度和冲击强度。应用 精密机械部件、电线电缆绝缘层、*、弹药箱工具架、线圈等。
1、提高注射压力、速度2、提高模温3、提高料温4、改善模具尼龙612制品加工时产生的排气、缩孔的解决方法:产生机理是制品*注或缩水。